 Офіційна Facebook сторінка ВААГ
Офіційна Facebook сторінка ВААГ
Вступ
У 2018 році обсяг виробництва та продажів автоклавного газобетону (АНБ) в Китаї склав 125 млн. м³, з яких приблизно 70% вироблялись на основі золи-винесення, а 25% використовували пісок. Для регулювання питань виробництва, проектування та використання автоклавного газобетону в Китаї прийнято багато технічних норм/стандартів і кодексів. Блоки та панелі з АНБ в основному використовуються як елементи несучих стін у всіх типах будівельних конструкцій, таких як житлові будинки, офісні та громадські споруди.
Автоклавний газобетон в Китаї
Застосування автоклавного газобетону в Китаї має тривалу історію. Вважається, що в 1930-х роках АНБ був вперше вироблений і використаний в Шанхаї. В наш час АНБ є одним з найпоширеніших стінових матеріалів в Китаї. До 2018 року налічувалося близько 2300 заводів, загальна виробнича потужність яких становила 220 млн. м³/рік. Фактичний обсяг виробництва та продажів складав 120 млн. м³/рік виробів з АНБ (блоків, плит перекриттів та панелей). Індустрія АНБ в Китаї сформувала цілісну систему, яка включає виробництво продукції, обладнання, сировинні матеріали, а також проектування та застосування. Спільно всі ці напрямки стають основною силою впровадження реформи підвищення енергоефективності стінових матеріалів та конструкцій.
Огляд обладнання та технологій
Для виробництва АНБ в Китаї використовується як імпортне, так і вітчизняне обладнання. Завод автоклавного газобетону в Пекіні став першим, отримавши імпортне обладнанням виробника Siporex з Швеції, що поклало початок розвитку газобетонної промисловості в Китаї. Початкова потужність цього заводу становила 150 тис. м³/рік, а в 1990 році він був модернізований з використанням німецького обладнання Durex.
У 1983 році було побудовано шість заводів у Пекіні, Ханчжоу та інших містах, з продуктивністю 200 тис. м³/рік кожен. На них було встановлено обладнання польського виробництва Unipol і німецького Hebel. У 1985 році в Наньтуні був побудований завод з використанням раніше експлуатованого обладнання німецького виробника Stema потужністю 75 тис. м³/рік. У 1997 році в Шанхаї було створено спільне підприємство ShanghaiYTONG Co.Ltd та побудований завод за технологією YTONG, продуктивністю 200 тис. м³/рік. У 2003 році в Shanghai-YTONG було введено другу виробничу лінію. Пізніше були побудовані і інші заводи спільно з холдингом Xella, такі як завод Changxing YTONG у 2006 році і Xella Tianjin у 2010 році, з продуктивністю 400 тис. м³/рік кожен.
В даний час завод Shanghai-YTONG закритий з екологічних причин через своє близьке розташування до важливої водяної артерії. У минулому році заводи в Тяньцзині та Чансіні були придбані найбільшою китайською компанією з виробництва АНБ, яка має в своєму активі 15 заводів загальною виробничою потужністю 4 млн. м³/рік. У 1998 році в Нанкіні за технологією Siporex був побудований завод з використанням раніше експлуатованої лінії з продуктивністю 400 тис. м³/рік. У 1998 році в Чанчжоу була введена виробнича лінія обладнання Heten потужністю 150 тис. м³/рік. У 2003 році були побудовані два заводи Heten в Шанхаї та Тяньцзині (Айше) з виробничою потужністю 200 тис. м³/рік. У 2006 році в Ханчжоу був побудований завод Кайюань потужністю 300 тис. м³/рік за допомогою обладнання Wehrhahn. У 2007, 2010 і 2013 роках три лінії Wehrhahn загальною потужністю 1,2 млн. м³/рік були введені в Тяньцзині (Тяньчжу). У 2015 році обладнання Wehrhahn було встановлено при будівництві заводу в Ліянге, провінція Цзянсу. В даний час в Гуйяне, провінція Гуйчжоу, будується завод із обладнанням Aircrete.
Перше вітчизняне обладнання (тип 6М-10А) було розроблено ПівнічноСхідним інститутом проектування і виготовлено Харбінським заводом у 1970-х роках. З використанням цієї технології в Китаї було побудовано 12 заводів, кожний потужністю 100 тис. м³/рік.
У 1996 році були розроблені дві нові машини для різання. Зараз ця технологія набула найширшого використання, яку на китайській мові називають KONGFAN, технологія "поворот в повітрі" (аналогічно YTONG) і технологія "поворот на землі" (аналогічно Wehrhahn). Це виробниче обладнання експортується в інші країни, такі як В'єтнам, Індонезія, Близький Схід та інші.
Після 2005 року, в поєднанні з екологічними вимогами до виробництва, була розроблена опрокидуюча машина (кантователь), встановлена після машини різання, для видалення нижнього підрізного шару. Це обладнання гарантує відсутність твердих відходів у виробничому процесі.
У 2008 році компанія Keda-SureMaker Co.Ltd (в Мааншані, провінція Аньхой) розробила повністю автоматичну лінію з переворотом масиву в повітрі, яка удосконалила технологію виробництва АНБ в Китаї. Протягом останніх десяти років вітчизняні заводи з виробництва обладнання орієнтовані на підвищення рівня автоматизації виробничих ліній для досягнення світового рівня якості для свого обладнання.
Поточний стан галузі
З 1980 року виробництво автоклавного газобетону в Китаї збільшувалося в геометричній прогресії, як показано на рисунку 1.
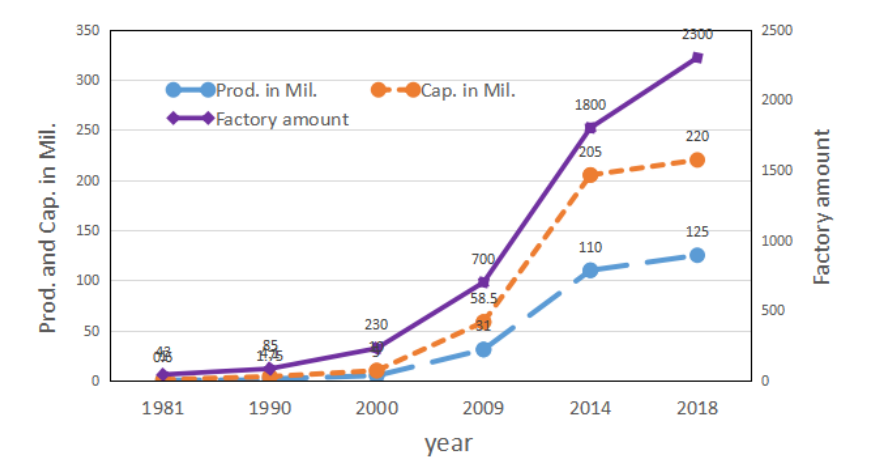
Рис. 1. Діючі виробництва та потужності
Де:
Factory amount - кількість заводів,
Prod. in Mil. - фактичний обсяг виробництва, млн. м³
Cap. in Mil. - виробнича потужність, млн. м³
Обладнання для виробництва АНБ поділяється на чотири категорії, а саме: імпортні лінії (наприклад, YTONG, WEHRHAHN та ін.), високоякісне внутрішнє обладнання, внутрішнє обладнання середньої якості та обладнання низької якості (рис. 2).
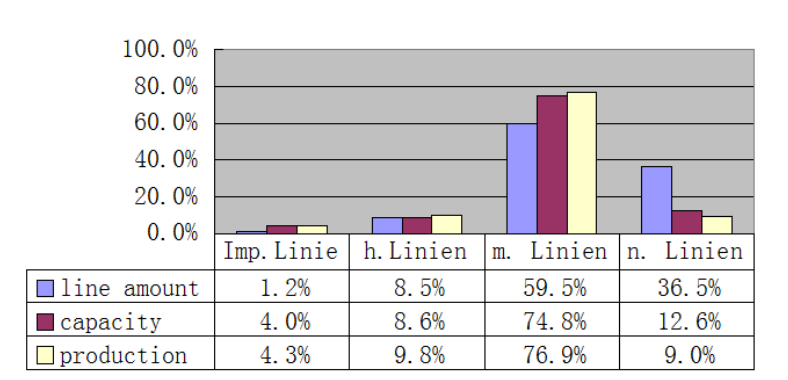
Рис. 2. Розподіл загальної кількості ліній за категоріями,
Де:
Line amount – кількість ліній, Capacity – виробнича потужність,
Production – обсяг виробництва, Imp. Linie – імпортні лінії.
h. linie – високоякісні місцеві лінії
m. linie – місцеві лінії середньої якості,
n. linie – місцеві лінії низької якості.
Як можна бачити з наданої статистики, в Китаї найбільш популярним є внутрішнє обладнання середньої якості, його частка становить майже 60% від загальної кількості встановлених ліній. На другому місці знаходиться внутрішнє обладнання низької якості, його частка становить 37%. Високоякісні внутрішні виробники займають лише третє місце з часткою всього 8,5%. Лінії імпортного виробництва на загальному тлі не відіграють значущої ролі і посідають четверте місце з часткою 1,2%. Види виробів з АНБ представлені в Таблиці 1.
Таблиця 1 Вироби з АНБ, що виготовляються в Китаї.
| Класифікація | Кількість | |
| Сировина | На основі золи | близько 70% |
| На основі піску | близько 25% | |
| На основі інших матеріалів (тверді промислові відходи) |
близько 5% | |
| Типи виробів з АНБ | Блоки (на основі золи та піску) | близько 98% |
| Панелі (на основі золи та піску) | близько 2% (2.5 млн. м³) | |
Вугілля є найбільш використовуваним видом палива (близько 70%) на електростанціях у Китаї. Зола-винесення є відходом виробництва електростанцій. У 2013 році виробництво золи-винесення досягло 532 млн тонн. За статистикою, для виробництва 70% продукції з АНБ (блоки і панелі) використовувалась зола-винесення як основна сировина, тобто на заводах з АНБ було використано 40 млн тонн золи.
Стінові матеріали, які найчастіше застосовуються в Китаї - це: керамічна цегла, бетонні блоки, порожнисті блоки, кремнієва цегла на основі золи, кремнієва цегла на основі піску і блоки з АНБ. Частка АНБ становить близько 12% від загального обсягу стінових матеріалів в Китаї. Уряд Китаю впровадив політику заборони використання глини для виробництва цегли. При цьому використання нових стінових матеріалів, таких як блоки і панелі з АНБ, а також кремнієвої цегли, отримало підтримку.
У Китаї норми/стандарти визначають експлуатаційні вимоги до матеріалів, а технічний кодекс визначає вимоги до застосування. Для основної сировини, яку використовують для виробництва АНБ, існують наступні стандарти/норми в Китаї: GB 175 для цементу, JC/T407 для алюмінієвої пасти, JC/T409 для золи-винесення, JC/T621 для вапна, JC/T622 для піску, GB/T 5483 для гіпсу. Ці стандарти визначають вимоги до якісних показників матеріалів.
Вимоги до газобетонних блоків встановлені в стандартах GB 11968-2006, метод випробування готової продукції описаний в стандарті GB/T 11969-2006. Обидва документи наразі переглядаються і будуть оновлені в наступному році.
Нижче в таблицях наведено показники основних якісних характеристик виробів з АНБ. Допустимі відхилення від визначених геометричних розмірів, вимоги до зовнішнього вигляду наведені в Таблиці 2. Класи за міцністю вказані в Таблиці 3, поділ за густиною (Таблиця 4), а також усадка, морозостійкість і коефіцієнт теплопровідності подані в Таблиці 5.
Таблиця 2 Допустимі відхилення від геометричних розмірів та вимоги до зовнішнього вигляду блоків
| Найменування | Приналежність до класу | ||
| Клас А | Клас Б | ||
| Відхилення, мм | довжина | ±3 | ±4 |
| ширина | ±1 | ±2 | |
| висота | ±1 | ±2 | |
| Пошкодження кутів | кількість | 0 | ≤2 |
| max довжина, мм | 0 | ≤70 | |
| min довжина, мм | 0 | ≤30 | |
| Тріщини | кількість | 0 | ≤2 |
| довжина тріщини, мм | 0 | ≤1/3 від загальної довжини |
|
Таблиця 3 Класи за міцністю
| Клас за міцністю | Кубикова міцність (MПa) | |
| Середнє значення | Мінімальне значення | |
| A1.0 | ≥1.0 | ≥0.8 |
| A2.0 | ≥2.0 | ≥1.6 |
| A2.5 | ≥2.5 | ≥2.0 |
| A3.5 | ≥3.5 | ≥2.8 |
| A5.0 | ≥5.0 | ≥4.0 |
| A7.5 | ≥7.5 | ≥6.0 |
| A10.0 | ≥10.0 | ≥8.0 |
Таблиця 4 Середня густина
| Марка за густиною | В03 | В04 | В05 | В06 | В07 | В08 | |
| Середня густина (кг/м3) |
Клас А | 300 | 400 | 500 | 600 | 700 | 800 |
| Клас В | 325 | 425 | 525 | 625 | 725 | 825 | |
| Відповідний клас міцності |
Клас А | А1.0 | А2.0 | А3.5 | А5.0 | А7.5 | А10.0 |
| Клас В | А2.5 | А3.5 | А5.0 | А7.5 | |||
Таблиця 5 Усадка, морозостійкість та коефіцієнт теплопровідності
| Марка за густиною | В03 | В04 | В05 | В06 | В07 | В08 | |
| Усадка | Стандартний метод | ≤0.50мм/м | |||||
| Швидкий метод | ≤0.80 мм/м | ||||||
| Морозостійкість | Втрата маси | ≤5.0% | |||||
| Міцність після 15 циклів | ≥0.8 | ≥1.6 | ≥2.8 | ≥4.0 | ≥6.0 | ≥8.0 | |
| ≥2.0 | ≥2.8 | ≥4.0 | ≥6.0 | ||||
| Коефіцієнт теплопровідності (W/(m·K)) |
≤0.1 0 |
≤0.1 2 |
≤0.1 4 |
≤0.1 6 |
≤0.1 8 |
≤0.2 0 |
|
Вимоги до якості газобетонних панелей регламентуються стандартом GB 15762-2008, в якому визначені допустимі відхилення від визначених геометричних розмірів та встановлені вимоги до якості зовнішнього вигляду (таблиці 6, 7). Також підлягає нормуванню показник товщини захисного шару (таблиця 8) і метод механічних випробувань (рис. 3). Даний стандарт наразі також перебуває на стадії доопрацювання.
Таблиця 6 Допустимі відхилення від заданих розмірів панелей
| Найменування | Допустимі відхилення, мм |
| Довжина | ±4 |
| Ширина | +0~-4 |
| Висота | ±2 |
| Вигин | 3 |
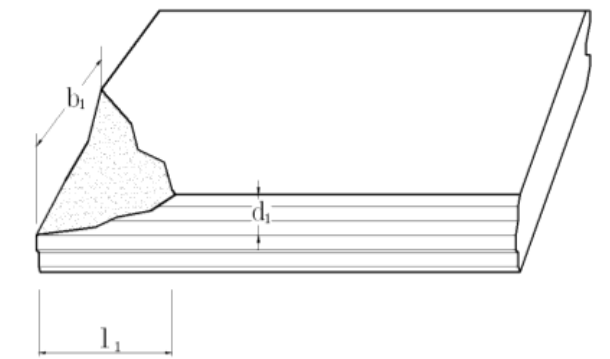
Таблиця 7 Вимоги до зовнішнього вигляду панелей
| Найменування | Допустимі похибки |
| Тріщини | ні |
| Каверна чи порожнина | ні |
|
Пошкодження кутів
|
Кількість: 1 По ширині: b1≤20 мм По товщині: l1≤100 мм По висоті: d1≤20 мм |
|
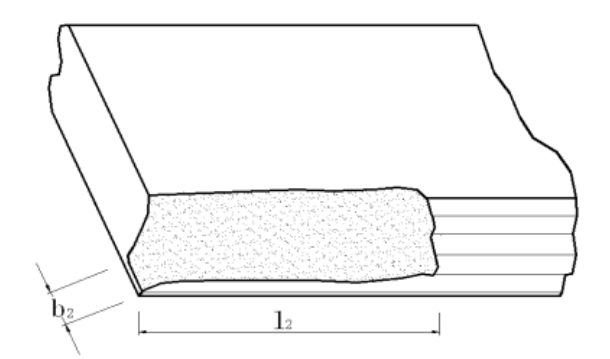
Пошкодження ребер
|
Кількість: 1 По ширині: b2≤20 мм По довжині: l2≤120 мм |
Таблиця 8 Вимоги до товщини захисного шару
| Товщина захисного шару | Стандарт | Допустимі відхилення |
|
| По висоті | 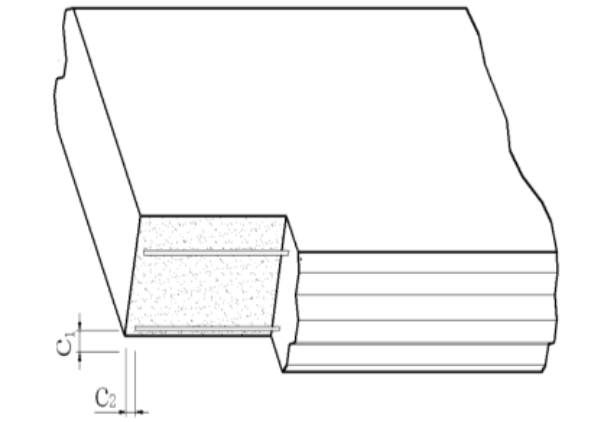 |
20 мм | ±5 мм |
| У поверхні | 10 мм | +5,-10 мм | |
Для панелей, які використовуються як перекриття для дахів і підлог, а також для будівництва зовнішніх стін, проводяться випробування на міцність, прогин та руйнування. Метод випробування показаний на рисунку 3. Вироби, що використовуються для внутрішніх перегородок, підлягають лише випробуванням на міцність та руйнування.
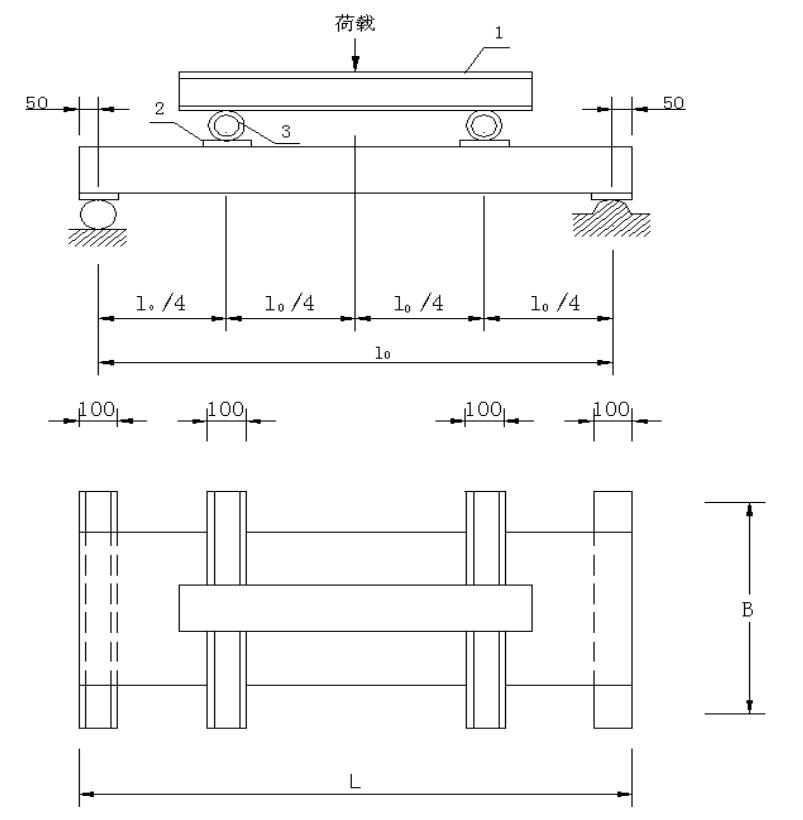
Рис. 3. Метод проведення механічних випробувань
Технічний код
Технічний код включає специфікацію та атлас. Документ JGJ/T17-2008 "Технічна специфікація для застосування автоклавного газобетону" регулює питання застосування, включаючи загальні положення, типи виробів, питання проектування, тепловий розрахунок, архітектурний дизайн, питання щодо обробки та конструктивні рішення.
Згідно з технічною специфікацією JGJ/T17-2008, міцність блока з автоклавного газобетону для стін і перегородок повинна бути вище класу A2.5 (міцність ≥2,5 МПа). Клас A2.0 і нижче використовуються як теплоізоляційний матеріал для зовнішніх стін або дахів.
Найчастіше застосовують блок стіни B06A3.5 (середня густина 600 кг/м³, міцність 3,5 МПа), який широко використовується для будівництва не тільки внутрішніх стін, але і зовнішніх. Для внутрішніх стін головним чином використовуються вироби A3.5B06 або A2.5B05. Для зовнішніх стін найпопулярніші блоки A3.5B06, A5.0B06 та A5.0B07.
Значення коефіцієнта теплопровідності АНБ в сухому стані наведені в таблиці 5. Але для розрахунку опору теплопередачі стіни приймається рівноважний вміст вологи в блоках приблизно 6%, а також слід враховувати мурувальний шов. Розрахункові значення теплопровідності та коефіцієнта теплопередачі наведені в таблиці 9.
Таблиця 9 Розрахунок значень теплопровідності та коефіцієнта теплопередачі
| Середня густина, кг/м3 |
Товщина шва мурування | |||
| ≤3 мм (Спеціальний клей) |
15 мм (Розчин) |
|||
| Коефіцієнт теплопровідності λc [W/(m·K)] |
Коефіцієнт теплопередачі Sc [W/(m2)·K)] |
Коефіцієнт теплопровідності λc [W/(m·K)] |
Коефіцієнт теплопередачі Sc [W/(m2)·K)] |
|
| 400 | 0.13 | 2.06 | 0.16 | 2.58 |
| 500 | 0.16 | 2.61 | 0.20 | 3.26 |
| 600 | 0.19 | 3.01 | 0.24 | 3.76 |
| 700 | 0.22 | 3.49 | 0.28 | 4.36 |
Відпускна вологість у блоках АНБ після автоклавування становить приблизно 30-40%, але рівноважна вологість становить близько 4-6%. Таким чином, для будівель з терміном служби до 50 років доцільно враховувати значення теплопровідності при рівноважній вологості.
Атлас/альбом "TUJI"
Термін "TUJI" на китайській мові означає детальні малюнки. Це офіційно визнаний атлас/альбом технічних рішень, який має використовуватися при проектуванні та будівництві. Давайте розглянемо кілька прикладів деталей. Для з'єднання стіни з колоною спочатку на бетонній колоні закріплюється сталевий L-елемент, а потім до нього приварюється сталева сітка, яку заливають розчином (рис. 4).
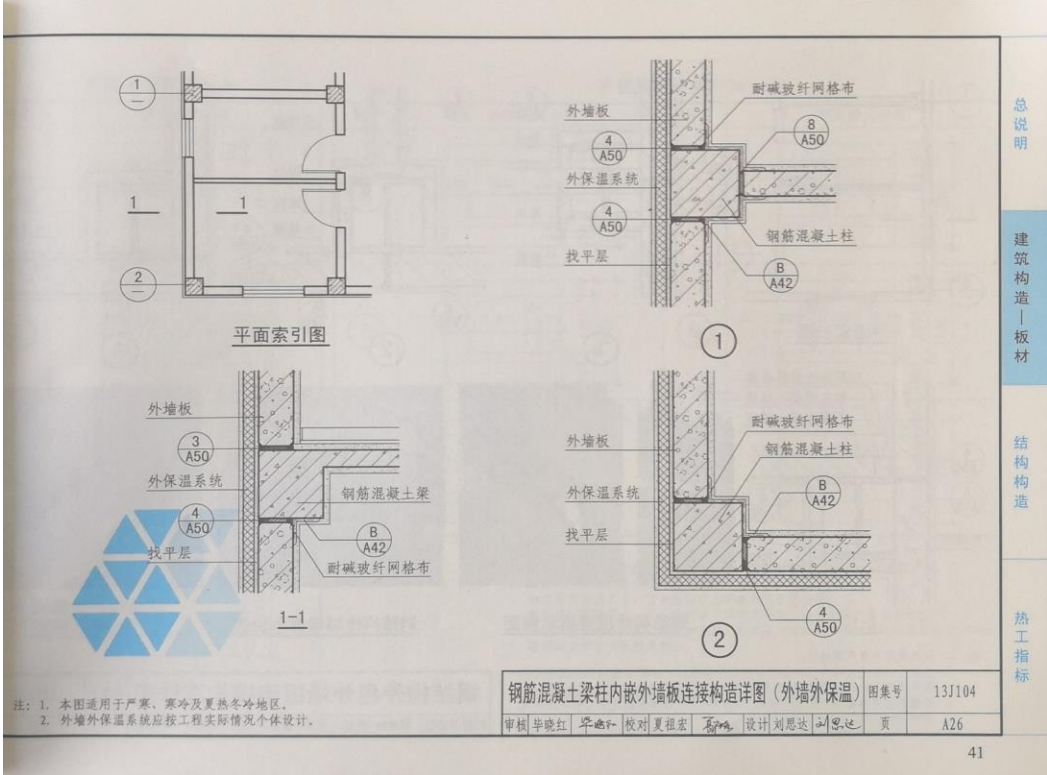
Рис. 4. Вузол з'єднання колони зі стіною
Розглянемо ще один тип з'єднань. Його називають "З'єднання YTONG". Вузол прилягання стіни до колони виконаний за допомогою L-подібного з'єднання або за допомогою арматури 2Ф6, як показано на рис. 5.
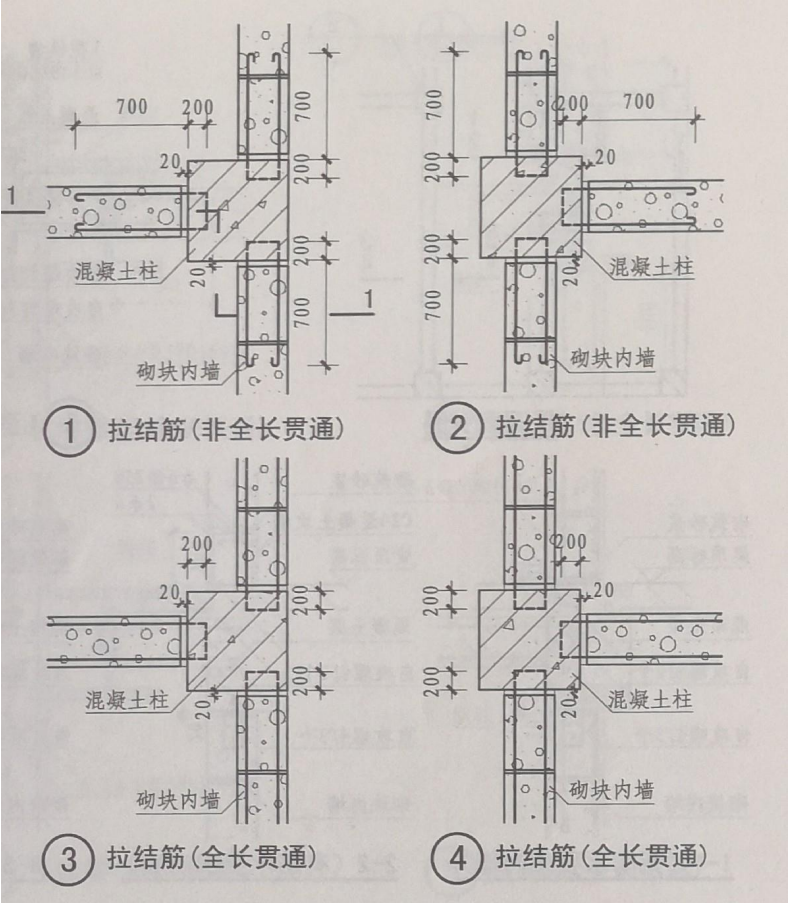
Рис. 5. З'єднання YTONG
Для кріплення віконних і дверних коробок з одного боку прорізу вмуровують бетонний блок, до якого анкерами кріпиться дверна коробка (рис. 6).
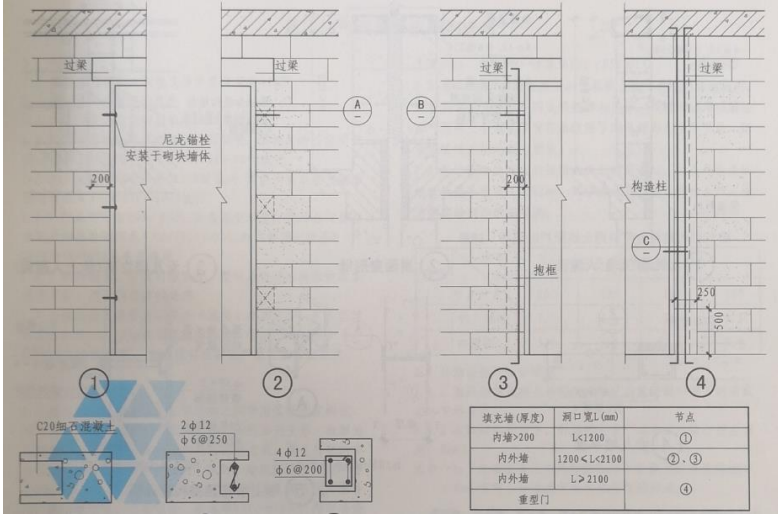
Рис. 6. Варіант кріплення віконних та дверних коробок
Для кладки газобетонних блоків використовують звичайний бетонний розчин і спеціальний розчин (клей) для газобетону. Традиційно в Китаї для кладки стін використовувався звичайний будівельний розчин, який є сумішшю цементу і піску, без домішок, розведеною водою. Будівельний розчин широко використовується в Китаї з часткою приблизно 85-90%. Звичайні розчини поділяються на кладочні та штукатурні. Товщина шва при використанні кладочного розчину складає 10-20 мм по горизонталі та вертикалі. Товщина шва при використанні штукатурного розчину складає 8-15 мм. Основним недоліком використання звичайного розчину є подальше утворення поверхневих тріщин на стінах.
З моменту свого заснування в 1997 році компанія Шанхай YTONG використовує спеціальний тонкошаровий клейовий розчин. Проте застосування такого розчину можливо лише у випадку, якщо газобетонні блоки мають точні геометричні розміри. Це можливо лише за умови, якщо вироби виготовлені на високоякісному обладнанні з мінімальними допусками по розмірах. Незважаючи на значні зусилля щодо просування використання тонкошарового розчину, тільки приблизно на 10-15% будівельних об'єктах його використовують (клей для газобетону).
З метою стандартизації характеристик і якості спеціального будівельного розчину у 2017 році був складений стандарт JC / T 890 "Спеціальний будівельний розчин для кладки стін з газобетонних блоків". Згідно з цим стандартом спеціальний будівельний розчин поділяється на три групи: тонкошаровий мурувальний розчин, штукатурний розчин і зовнішній розчин. Основні властивості цих розчинів наведені в таблиці 10.
Таблиця 10 Основні властивості спеціальних розчинів
| Властивості | Тонкошаровий розчин |
Штукатурний розчин |
Зовнішній розчин |
||||
| Клас | M5 | M10 | M5 | M7.5 | M10 | P-type | F-type |
| Міцність (MPa) | ≥5.0 | ≥10.0 | ≥5.0 | ≥7.5 | ≥10.0 | - | - |
| Водоутримання (%) | 99% | 99% | 99% | ||||
| Міцність склеювання через 14 днів |
≥0.30 | ≥0.40 | ≥0.25 | ≥0.30 | ≥0.40 | ≥0.40 | |
| Втрата маси | ≤5% | ≤5% | ≤5% | ||||
| Втрата міцності | ≤25% | ≤25% | ≤25% | ||||
На додаток до найпоширеніших вимог, таких як міцність на стиск, також важливими характеристиками є рівень утримання води у спеціальному розчині (≥99%) та міцність склеювання. Ці показники важливі, оскільки при нанесенні розчину на блок потрібно, щоб волога в будівельному розчині утримувалась, а не переходила в блок, для забезпечення міцності склеювання блоків.
При нанесенні спеціальних тонкошарових розчинів товщина мурувального шва повинна складати ≤3 мм, товщина штукатурного розчину 3-5 мм. Товщина нанесення зовнішнього розчину на поверхню стіни становить 1-2 мм. Зверху на цей розчин наноситься звичайний штукатурний розчин товщиною 10-15 мм. Це означає, що зовнішній розчин знаходиться між поверхнею стіни з газобетону і звичайним штукатурним розчином.
Використання спеціальних розчинів (клеїв) дозволяє уникнути утворення тріщин на поверхні стіни. Спеціальні будівельні розчини широко використовуються в околицях Шанхая або в будівельних проектах з високими вимогами до якості.
Застосування виробів з газобетону
Вироби з газобетону широко використовуються у всіх видах будівельних об'єктів, таких як житлові будинки, офісні будівлі, готелі та торгівельні центри. Усі будівлі в Китаї поділяються на низькоповерхові будинки (з висотою до 3 поверхів), багатоповерхові будівлі (з максимальною висотою 6 поверхів), високі будівлі (з максимальною висотою 100 м) та надвисокі будівлі (понад 100 м висотою). Оскільки в Китаї населення щорічно зростає, то в останнє десятиліття переважно зводять багатоповерхові, високі та надвисокі будівлі. У таких будівлях газобетонні блоки та панелі використовуються як несучі стіни та перегородки. У сільській місцевості фермери продовжують будувати свої будинки з традиційної керамічної цегли і не використовують газобетонні блоки.
Згідно з китайськими правилами енергозбереження, Китай поділяється на чотири основні кліматичні зони: зона суворого холоду (наприклад, Харбін), зона холоду (наприклад, Пекін), зона спекотного літа і холодної зими (наприклад, Шанхай) і зона спекотного літа і теплої зими (наприклад, Гуанчжоу). Отже, відповідно до конкретних вимог до коефіцієнта теплопровідності, для зовнішньої стіни слід обирати відповідну енергозберігаючу технологію та конструкцію, а також матеріали зовнішніх стін.
У зонах суворого холоду та холоду Китаю найбільш широко застосовується система зовнішньої теплоізоляції, навіть при будівництві зовнішніх стін з блоків газобетону. Для будівництва зовнішніх стін використовують блоки товщиною 350-400 мм. Але каркасно-монолітна конструкція формує температурний міст (місток холоду). Який необхідно додатково утеплювати. Для утеплення можуть використовуватися і блоки газобетону зниженої густини.
У Кліматичних зонах спекотного літа можливе застосування одношарових стін з газобетонних блоків при відповідному тепловому розрахунку. Як зазначалося раніше, в Китаї в основному будують багатоповерхові будівлі, використовуючи каркасно-монолітну конструкцію і температурний міст все ще залишається складною проблемою, яка вимагає постійної уваги. Блоки газобетону, що використовуються для зовнішніх стін, мають товщину не менше 200 мм з урахуванням ефекту звукоізоляції.
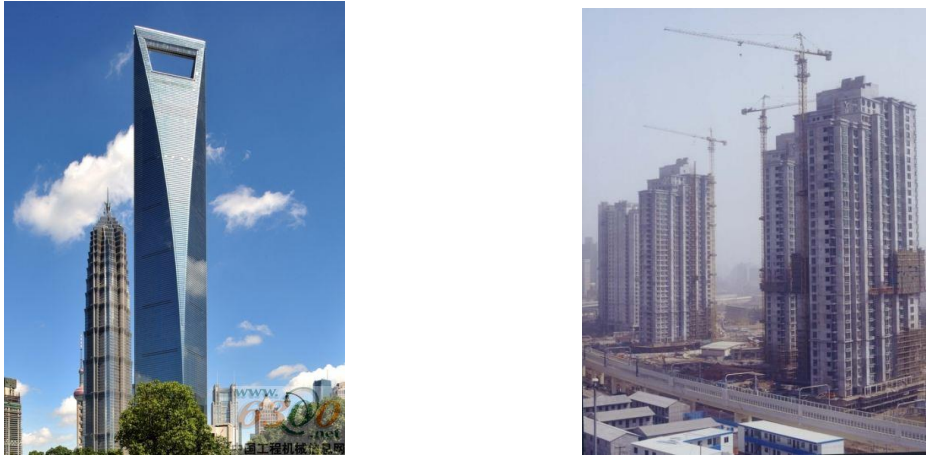
Приклади побудованих будівель з використанням газобетонних виробів наведено на рис. 7 і 8. На першому з них Шанхайський світовий фінансовий центр (SWFC) - це надвисокий хмарочос, висота якого становить 492 метри. Він розташований в фінансовому і торговельному районі Lujiazui, Шанхай, Китай. Головна будівля має 101 поверх, плити з газобетону використовуються в ньому для частини внутрішніх стін.
На другому малюнку COSCO Liangwan City - це великий житловий комплекс загальною площею понад 1 млн. м2, будівництво якого розпочалося в 2000 році і завершилося в 2006. Кожна будівля має висоту майже 100 метрів і 30 поверхів. Для будівництва зовнішніх стін і перегородок використали блоки YTONG.
 |
|
| Рис. 7 SWFC надвисокий хмарочос | Рис. 8 COSCO Liangwan City |
Завдяки політиці, яку провадить уряд Китаю, панелі та блоки з автоклавованого газобетону (АНБ) отримали широке поширення і за останні три роки продемонстрували постійне зрозстання у використанні. Для задоволення зростаючого споживчого попиту протягом останніх років було запущено в експлуатацію значну кількість заводів з виробництва газобетону потужністю 400 тис. м3.